
插齿工作原理
插齿加工按展成原理——滚切法,如下图所示, 插削过程如同一对齿轮作无间隙的啮合运转,其中一个是工件,另一个是特殊的齿轮(插齿刀)。对齿轮进行机加工时,刀具接近旋转的齿轮坯料,然后相互啮合,接着……
插齿加工按展成原理——滚切法,如下图所示, 插削过程如同一对齿轮作无间隙的啮合运转,其中一个是工件,另一个是特殊的齿轮(插齿刀)。对齿轮进行机加工时,刀具接近旋转的齿轮坯料,然后相互啮合,接着,齿轮坯料的旋转运动传递到往复运动的刀具上。插齿刀本身如同一个修正齿轮,它在磨损后可重复刃磨使用。插齿刀的模数和压力角必须与被加工齿轮的模数和压力角相等,当用圆盘刀插削斜齿轮时两者的螺旋角必须相等,加工外齿轮时两者螺旋方向相反;加工内齿轮时两者螺旋方向相同。
若要不同的工件利用一条螺旋导轨,刀具必须具有与产生的齿轮相同的螺旋角以及与导轨相同的导程角。因此,刀具节圆直径和刀具齿数取决于所使用的刀具螺旋角、导程角和模数。
注意,加工内齿轮时,刀具与所产生齿轮之间的齿数差异必须保持正确,以防止干扰。在插齿过程中,刀具节距错误会直接复制到产生的齿轮上。
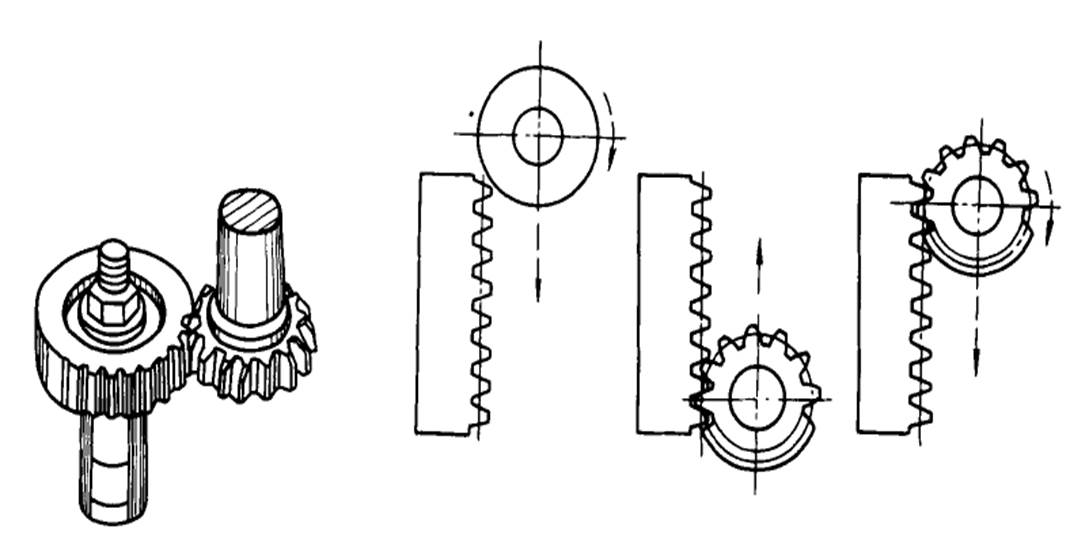
插齿加工原理
为了在切削时实现滚切过程,插齿刀和齿坯(工件)按不同的方向各绕其本身的轴线回转、它们的相互关系如下:
n/n0=z0/z
式中,n——工件转速;n0——插齿刀转速; z——工件齿数;z0——插齿刀齿数。
滚切运动是形成工件渐开线齿廓所必须的,插齿刀轴的上下往复运动(主运动)形成齿线。此外,整个加工过程还需要插齿刀相对于工件作径向进给(切入)运动。这个运动根据具体情况可分为一次至多次进行。若采用一次进给,则一次进给到全齿深时为止。此后插齿刀与工件继续对滚,当工件转过一整转时,全部轮齿切到全齿深,加工结束。刀架或工作台退出并回复到原始位置。
通常,插齿刀轴向下运动为工作行程,向上运动为空行程。滚切运动、进给运动和刀轴往复运动同时进行,为了避免插齿刀刮伤已加工的工件表面,在插齿刀空回行程时,插齿刀相对于工件还必须有一个让刀运动,而在工作行程开始时插齿刀(或工件)必须回到切削位置。


